高精度歯車
低騒音・低振動の技術
低騒音・低振動の歯面仕上マトリックス(円筒歯車/傘歯車)
当社では、歯面精度・コスト・機能性のバランスを踏まえ、最適な加工方法をお選びいただけます。
| 円筒歯車/傘歯車 | 円筒歯車 | 傘歯車 | |||
| 歯面研削 | ハードホビング | 歯切 | CBN歯研 | 歯切 | |
| 歯車精度 | 0~1級 | 2~3級 | 4級 | 1~2級 | 4級 |
| 静音性 | 非常に良い | 良い | 一般 | 良い | 一般 |
| 歯車補正 | 歯形修整/歯当たり変更可 | 歯形修整可 | 基本なし | 歯当たり変更可 | 歯当たり変更可 |
| 納期 | 中 | 中 | 短 | 中 | 短 |
| コスト | 高 | 中 | 低 | 中 | 低 |
歯車精度 円筒歯車:JIS B1702/傘歯車:JIS B1704
当社では、歯面仕上げだけでなく、円筒歯車の歯形修整や傘歯車の歯当たり解析にも対応しております。
多様なニーズに合わせ、最適な技術をご提案いたします。


円筒歯車
歯面研削
歯面研削は、熱処理後の歪みを砥石で除去し、歯車の精度を向上させるための最終の歯面仕上げです。
高精度な歯面研削によって、装置の運転時に生ずる騒音及び振動を低減し、効率的な動力伝達を実現します。

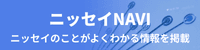
ハードホビング
ハードホビングは、熱処理後の高硬度な歯車を超硬ホブを用いて、再度ホブ切り(切削)する仕上げ加工です。
工具径が小さいため、ワーク形状や周辺部との干渉を抑えた加工が可能です。
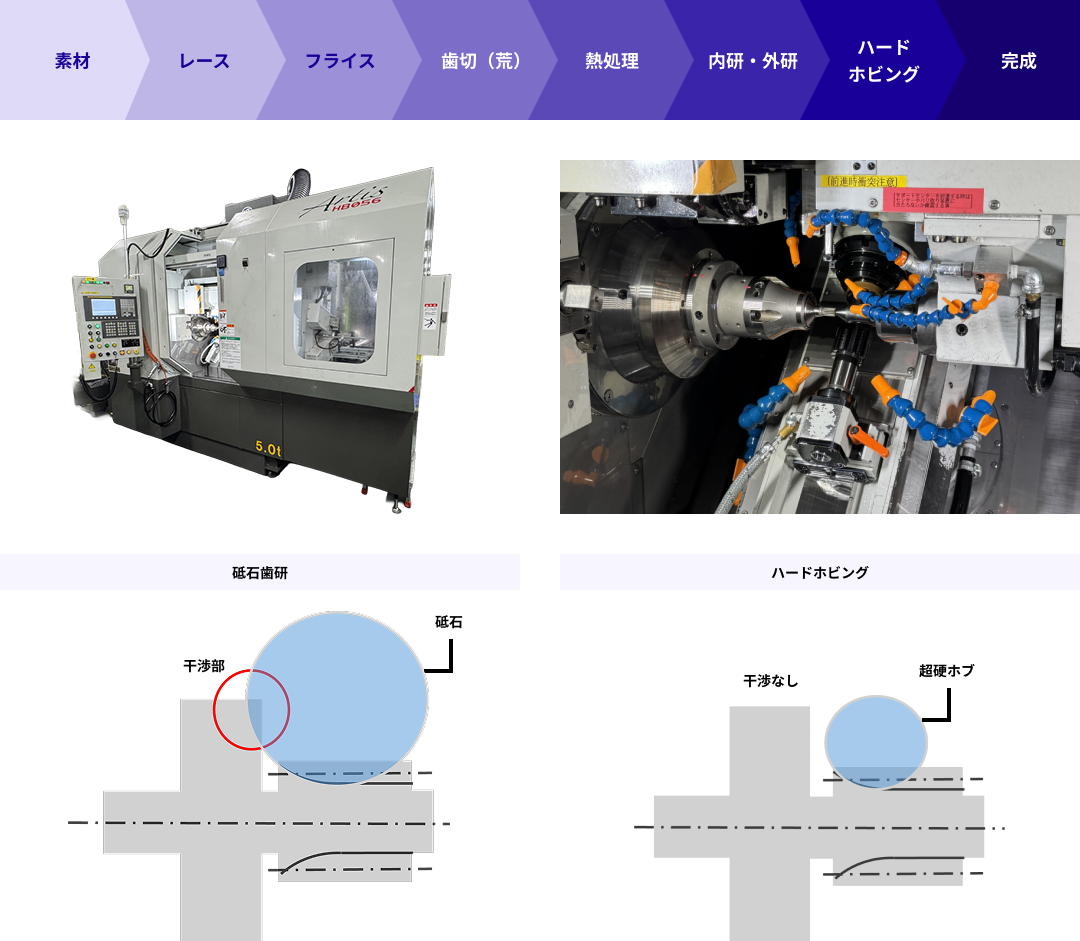
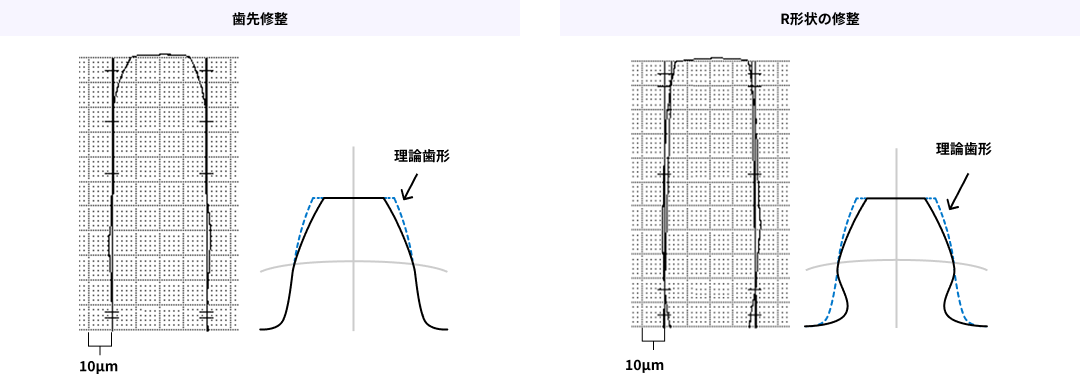
歯形修整
歯形修整とは、歯車の歯形をわずかに修整し、実際の運転条件において最適な歯当たりとなるように調整する技術です。
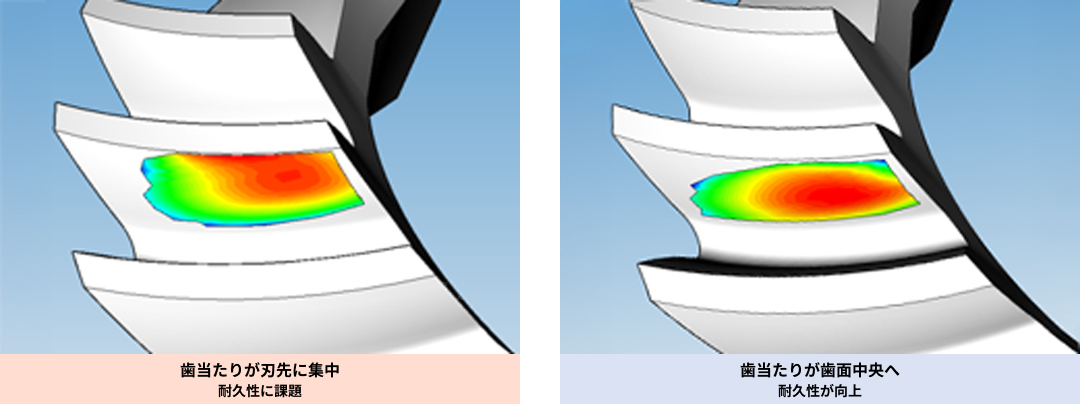
理論的に正しい歯形であっても、負荷や組付誤差、軸のたわみなどにより、実運転では歯先や一部に歯当たりが集中する場合があります。
現行品に音の問題がある場合、歯先修整またはR形状の修整を提案します。
傘歯車
歯面研削
歯面研削は、熱処理後の歪みを砥石で除去し、歯車の精度を向上させるための最終の歯面仕上げです。
高精度な歯面研削によって、装置の運転時に生ずる騒音及び振動を低減し、効率的な動力伝達を実現します。

仕上げ方法による精度
| 砥石歯研 | CBN歯研 | |
| バックラッシ管理値 | 0.05 | 0.05 |
| 歯車精度 | JIS0~1級 | JIS1~2級 |
| 面粗さ | Ra1.6 | Ra2.4 |
CBN歯研
CBN研削は、CBN電着砥石を使用して高能率に熱処理後の歪みを除去し、高精度歯車を生産する加工技術です。
歯当たり解析
最適な歯当たりや噛合い曲線をシミュレーションし、低振動で低騒音な歯車を目指します。
ニッセイの加工技術によって、歯形誤差·歯面粗さを抑えることにより、スムーズな噛合いが実現でき、耐久性も向上します。