高剛性減速機
高剛性減速機 取付方法
ギアヘッドタイプ取付方法
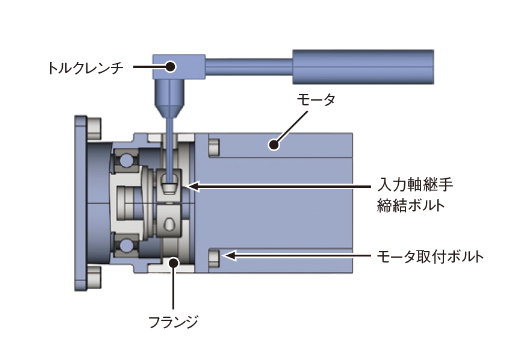
モータの取り付け
- 入力軸継手を回して入力軸継手締結ボルトの頭をフランジ上部の入力軸継手締結用レンチ穴に合わせます。
- 入力軸継手インロー部及びモータ出力軸の防錆剤・油分等をふき取ります。
-
モータを減速機本体に挿入します。
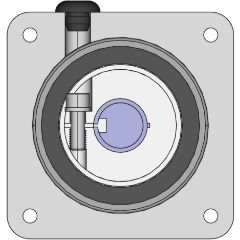
※ブッシュ付の場合は、ブッシュの切り割りと入力軸継手の切り割り位置を図1のように合わせてください。
また、モータ軸にキー溝がある場合はブッシュの切り割りとキー溝の位置を図2のように合わせてください。 - モータと減速機のフランジ部を下表に示すモータ取付ボルトの締付トルクで締結します。
- 入力軸継手締結ボルトを下表に示す締付トルクで締結します。 ※入力軸継手にフランジ種別対応軸を挿入しない状態で、締結ボルトを締めないでください。
- 入力軸継手締結用レンチ穴に、付属品のゴムキャップを取り付けます。
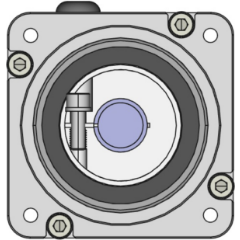
図1 キー溝なし
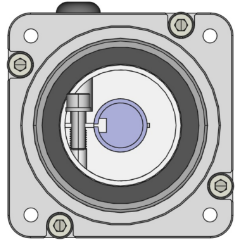
図2 キー溝あり
| ボルトサイズ | 締付トルク(N・m) |
|---|---|
| M3 | 1.6 |
| M4 | 4.4 |
| M5 | 8.3 |
| M6 | 14.2 |
【参考】
ボルトの強度区分(JIS B 1051)は、12.9の場合とする。
入力軸継手締結ボルトの締付トルク(参考値)
| ボルトサイズ | 締付トルク(N・m) |
|---|---|
| M4 | 5.4 |
| M5 | 10.8 |
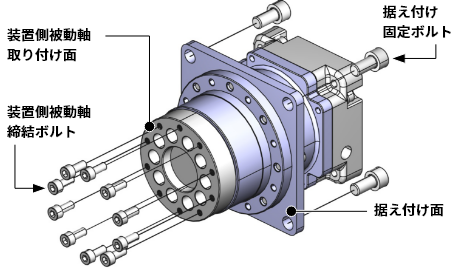
据え付け方法
- ● 振動のない機械加工された平面にボルトでしっかりと締めてください。
- ● ボルトは下表に示す締付トルクにて締め付けください。
- ● 基礎が悪い場合や取り付け面の平面度が出ていない場合は、運転中に振動が発生し、減速機の寿命を縮めることがあります。
- ● 取り付け面の平面度は0.1mm以下になるようにしてください。
| ボルトサイズ | 締付トルク(N・m) | |
|---|---|---|
| 装置側被動軸締結ボルト | 据え付け固定ボルト | |
| M4 | 5.4 | - |
| M5 | 10.8 | 8.3 |
| M6 | - | 14.2 |
| M8 | - | 29.4 |
【参考】
ボルトの強度区分(JIS B 1051)は、12.9の場合とする。
推奨ボルト:六角穴付きボルト(JIS B 1176)
DGHタイプ取付方法
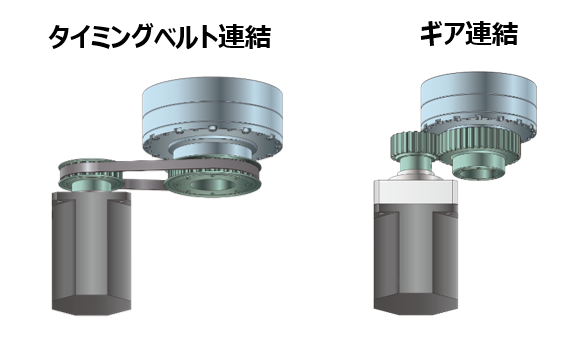
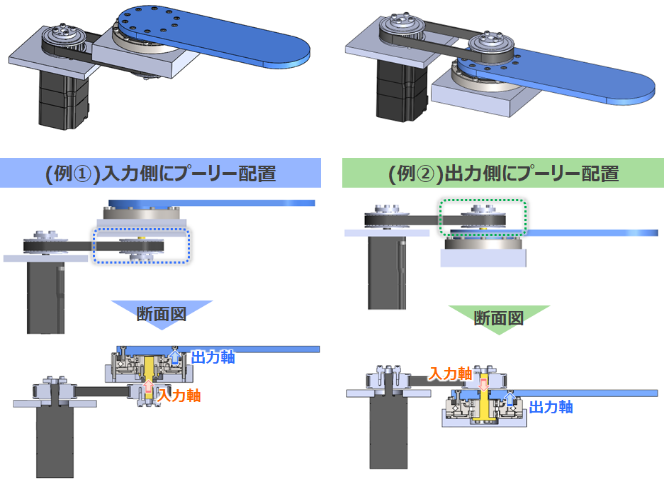
1.モータ取り付け例
2. 減速機の取付方法(例:テーブルでの使用)
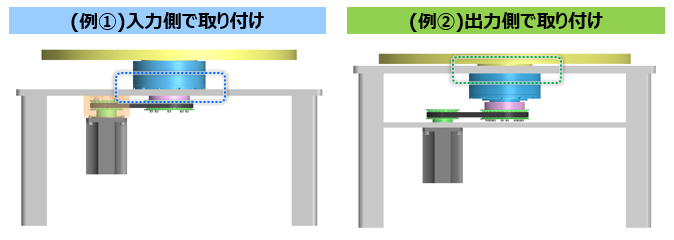
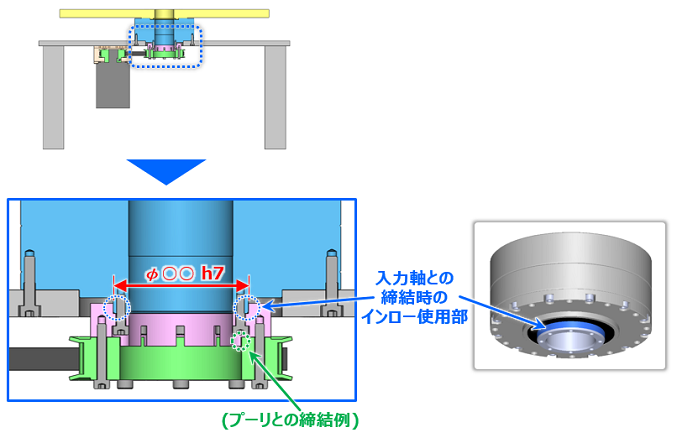
2.(1)減速機の固定(位置決め)
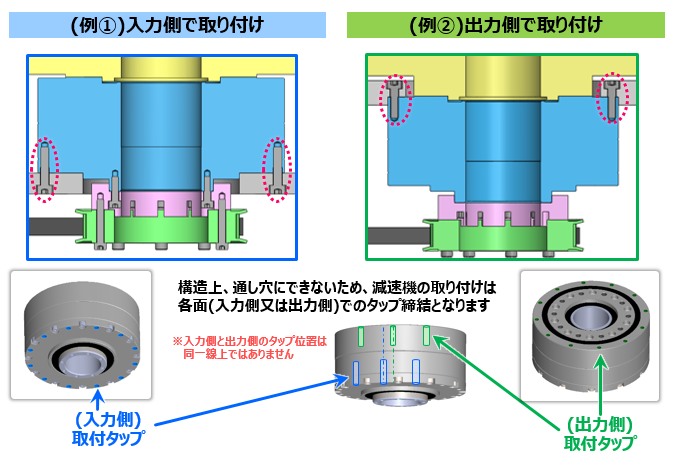
2.(2)減速機の固定(取り付け)
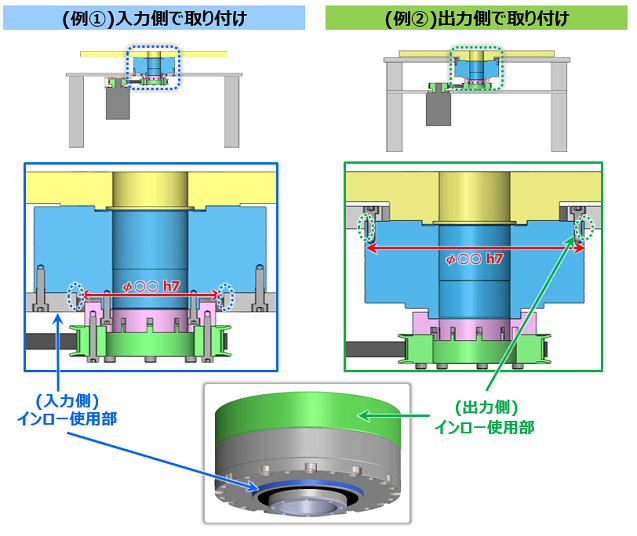
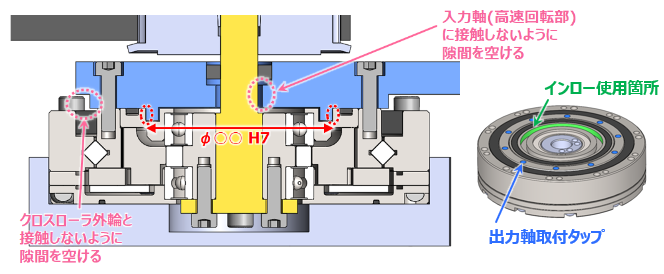
2.(2)入出力部の締結(出力部位置決め)
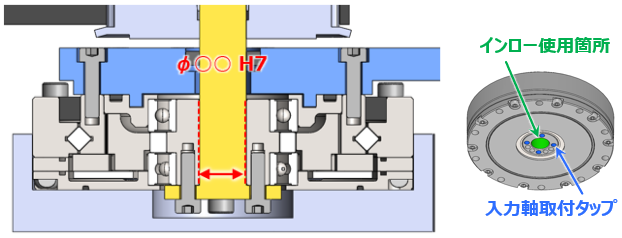
2.(2)入出力部の締結(入力部位置決め)
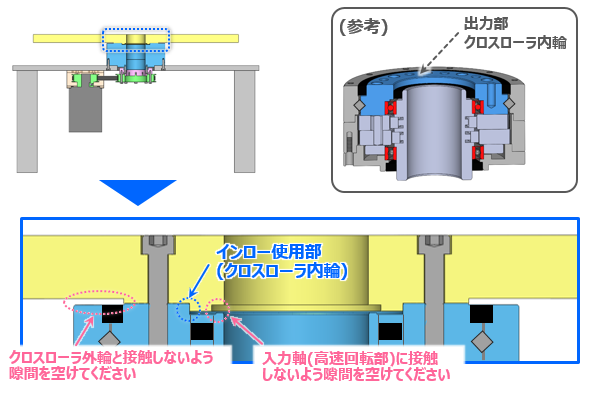
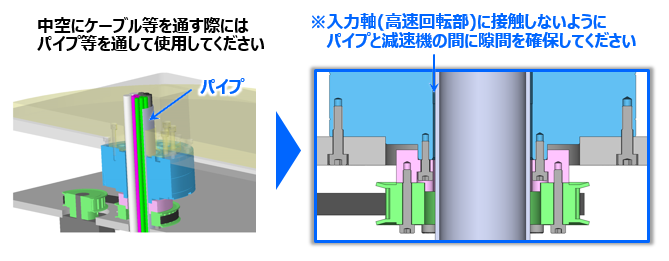
3.中空使用時 注意点
DGFタイプ取付方法
1.減速機の取付方法(例)
2.減速機の固定(位置決め・取り付け)
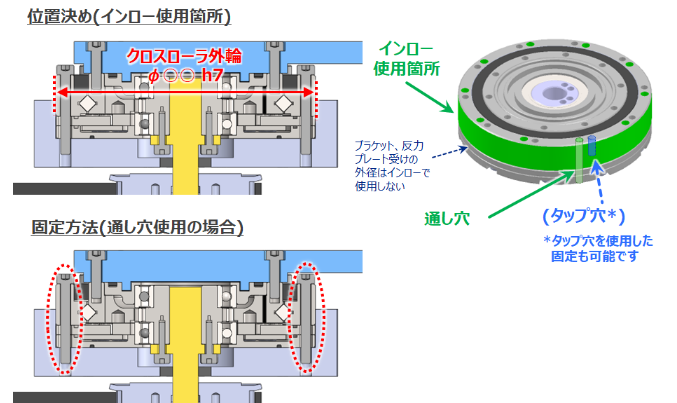
3.出力部の締結(位置決め)
4.入力部の締結(位置決め)
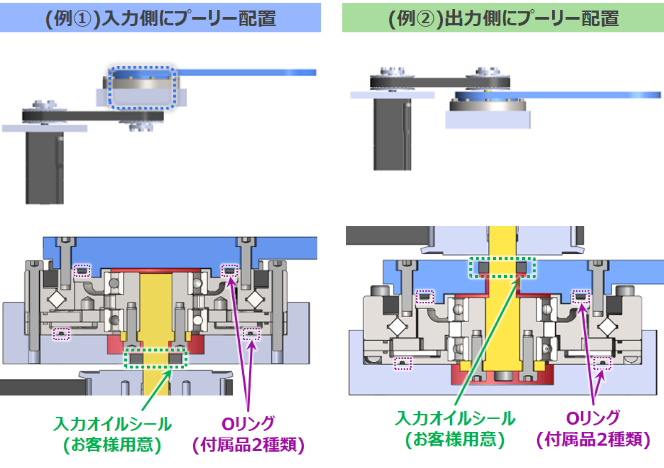
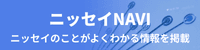
5.グリース封入および密封

《グリース封入》
装置側で空間容積(下図赤色部分)の70~80%に当社指定グリース(別売)を封入。
(グリース密度:0.9g/cm3)
・グリースの必要量はハウジングの形状により異なります。
・工場出荷時には減速機内部にグリースを充填しています。
《密封》
扁平・軽量タイプ(DGF)は、密封構造の減速機ではありません。必要に応じて装置側でグリース漏れを防止するシール等を取り付けてください。
また、減速機取付部には製品付属のOリング(2種類)を装着してください。